
中頻交流點(diǎn)焊機(jī)(變頻交流點(diǎn)焊機(jī))主要特點(diǎn)和優(yōu)勢(shì)——廣州藍(lán)能電子
不同的波形圖對(duì)應(yīng)不同的焊接工藝方法:
l 波形圖1(交直流):適合單多點(diǎn)凸焊
實(shí)踐證明在凸焊時(shí)(1-30個(gè)小凸點(diǎn))
比以往的焊接方法更容易獲得穩(wěn)定的焊接質(zhì)量
(內(nèi)在質(zhì)量和外觀質(zhì)量)
|
|

l 波形圖2(儲(chǔ)能):適合2-15毫秒精密點(diǎn)焊
實(shí)踐證明在特殊材料精密焊接時(shí)(2-15毫秒)此種方法在保證焊接強(qiáng)度的前提下能有效地減少焊接熱裂紋
|
|

l 波形圖3:適合點(diǎn)焊鋁及鋁合金
|
|

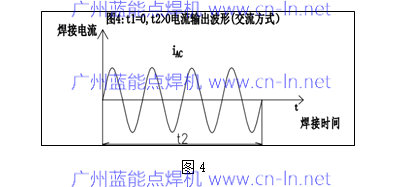
l 波形圖4:適合多層薄板點(diǎn)焊產(chǎn)生分流,由于無極性效應(yīng),能保證溶深一致性
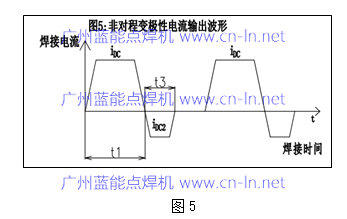
l 波形圖5:適合兩種不同厚度板點(diǎn)焊,通過極性效應(yīng),調(diào)整熔核的偏移方向;
l 波形圖6:適合高速點(diǎn)焊及高速逢焊
 |
技術(shù)特點(diǎn)
中頻(變頻)交直電阻焊機(jī)及焊接工藝方法,包含了以往工頻交流電阻焊,中頻次級(jí)整流電阻焊,電容儲(chǔ)能電阻焊,低頻電阻焊,直流沖擊波電阻焊的焊接工藝特性。其中交流直流混合輸出的焊接工藝;為選擇電阻焊焊機(jī)及制定焊接工藝,以及通過控制正負(fù)極性比例來解決極性效應(yīng)對(duì)電阻焊質(zhì)量的影響;提供了與以往完全不同的一種設(shè)備及工藝方法。
傳統(tǒng)的焊接設(shè)備是,一種電阻焊設(shè)備具有相對(duì)應(yīng)的一種工藝和結(jié)構(gòu)特性。其中任何一種設(shè)備不具備其它兩種或兩種以上焊機(jī)的特性;當(dāng)工件結(jié)構(gòu)和材質(zhì)發(fā)生變化時(shí),必須選用不同類型的電阻焊機(jī)及焊接方法才能獲得合格的焊接質(zhì)量,而此種設(shè)備能夠在一臺(tái)設(shè)備上實(shí)現(xiàn)多種焊接工藝及方法,拓寬了其應(yīng)用范圍。
在實(shí)際應(yīng)用中,如多點(diǎn)凸焊,高速點(diǎn)焊,精密焊接,有色金屬焊接都得到廣泛的應(yīng)用.
應(yīng)用實(shí)例
1 在多點(diǎn)凸焊電池極組(8點(diǎn))時(shí)利用本方法(替代儲(chǔ)能焊),采用圖1焊接波形設(shè)定iDC=30000安培,t1=7毫秒(保證焊牢,飛濺少);t2=10周波iAC=8000安培;頻率f=250HZ (保證壓平,雙向增大溶深) 。
2 在壓縮機(jī)接線柱焊接時(shí)和散熱器搭界焊替代三相次級(jí)整流焊機(jī)和中頻焊機(jī),能有效減少能耗,降低焊機(jī)故障率,減少極性效應(yīng)對(duì)熔深的影響,是最佳的焊接方法;
3 利用其脈寬頻率可調(diào)特性(100-150HZ)及恒壓方式;在薄板點(diǎn)焊工藝中能減少焊點(diǎn)之間分流對(duì)焊接質(zhì)量的影響,并能降低焊接飛濺,提高生產(chǎn)效率是理想的焊接方法之一(與純直流焊相比)。
結(jié)論
中頻(變頻)交直流電阻焊機(jī)的最大優(yōu)勢(shì)是:
1能用一種焊接控制器和一種焊接變壓器實(shí)現(xiàn)傳統(tǒng)多種電阻焊機(jī)的焊接特性(能設(shè)置為交流焊機(jī)、電容儲(chǔ)能式焊機(jī)、中頻直流點(diǎn)焊機(jī)的焊接波形,達(dá)到同樣焊接特性);
2可以設(shè)置為“兩種焊接波形”為一些材料工件焊接,提供了與以往設(shè)備不同的工藝方法;
3焊接變壓器無整流二極管,冷卻水路簡(jiǎn)單,降低了能耗,減少了故障率。
中頻交直流變頻控制器有著如下的焊接優(yōu)點(diǎn):
1. 三相交流電源輸入,用電平衡;功率因數(shù)高;
2.對(duì)相同的焊接工件,焊接時(shí)間縮短,省電;焊接穩(wěn)定區(qū)加大;電極壽命增長(zhǎng);
3.鋁、鍍鋅板、高張力鋼、不銹鋼、鎂合金、碳鋼、鈦各種材質(zhì)均可焊接,焊接結(jié)果良好;
4.尤其適合于三層板焊接、非常薄的材料的焊接以及精密焊接的要求;
5.少飛濺;
6.對(duì)電流的快速響應(yīng)控制提高了焊點(diǎn)的質(zhì)量。
中頻(變頻)交直流電阻焊機(jī)主要技術(shù)參數(shù):
1.變頻輸出電源頻率:25.0Hz ~400.0Hz可編程;
2.可編程最多64套焊接規(guī)范;
3.三段加熱過程:預(yù)熱、焊接、回火;其中焊接段中可以自己定義遞增和遞減段;
4.可編程壓力控制,最多可定義10個(gè)壓力段;
5.可編程輸出I/O口:可編程3段輸出,更好地與PLC、機(jī)器人等適配;
6.焊點(diǎn)計(jì)數(shù)功能。
中頻(變頻)交直流電阻焊機(jī)技術(shù)參數(shù)
1.輸入電壓:三相380V,50HZ/60HZ,電源波動(dòng)+10%,-20%;
2.輸出電壓:?jiǎn)蜗?span>PWM 輸出 500V;
3.輸出電流:最大峰值電流800A;
4.冷卻水:流量 18L/MIN,溫度≤30℃;
5.工作環(huán)境溫度:0~50℃;
6.氣閥規(guī)格:DC24V。