
根據所含的合金元素,變形鋁及鋁合金可分為八大類。
純鋁(1000 系列)不包含合金元素并且被認為是熱處理不可強化的。由于它具有卓越的抗蝕性,最初用于化工容器和管道。由于它優越的導電性能,這一系列也被用于電力及有軌電車上的導電軌條。很容易用1100 和4043 焊絲焊接。
鋁銅(2000 系列)加入銅獲得了較好的強度。這一系列是熱處理可強化的。主要用于飛機部件,鉚釘和標準件產品。由于它熱裂紋的敏感性大,多數2000 系列的合金都被認為不適于電弧焊接。這些合金通常推薦用4000 系列焊絲焊接。如4043 和4145 都具有較低熔點因此減少了熱裂紋的可能性。這些合金僅被部分用于焊接應用。
鋁錳(3000 系列)一般用于制造業和建筑業的熱處理不可強化的鋁合金。由于強度適中,用于地鐵、輕軌及汽車、集裝箱等行業的焊接,發展前途十分廣泛。
鋁硅(4000 系列)硅的加入降低了鋁的熔點并提高了流動性。它主要用途是作為填充金屬。4000 系列具有很好的可焊性并被認為是不可熱處理強化的合金。4047 因其流動性好適合釬焊和氣焊,因此成為汽車換熱器選用的焊絲。
鋁鎂(5000 系列)鎂被添加到鋁中后,合金具有卓越的可焊性,具有焊接接頭強度接近母材強度并且不易產生熱裂紋。實際上,5000 系列是所有不可熱處理強化合金中強度最高的。由于它的良好的抗腐蝕性,被用于化學儲存容器和低溫壓力容器,還有建筑結構設施、軌道交通車廂、汽車、傾卸卡車和橋梁。
鋁鎂硅(6000 系列)具有中等強度,是可熱處理強化的合金。常用于汽車、管道、軌道交通、建筑和擠壓設備。6000 系列在某種程度上易產生熱裂紋。但也可以通過選擇正確的填充合金來避免。考慮抗裂性
4043 是最常與這一系列合金結合的填充焊絲,若考慮焊后需要進行變形加工則選用5356 或5183。
其它(8000 系列)鋁與其它元素(如,鋰)組合成的合金都歸于這一系列。大多數的此類合金不常用,但他們具有良好的硬度,主要用于飛機工業。對這些可熱處理強化的合金的填充焊材可選擇4000 系列焊絲。
適用于鋁及鋁合金的焊接方法很多,各種方法有其各自應用場合。目前可用的焊接方法簡述如下:
(1)氣焊氣焊是用氣體火焰(常用氧-乙炔焰)產生的熱使被連接的金屬表面逐漸熔化從而接合起來。由于熱功率較電弧焊低,熱量較分散,因此焊件變形大,生產率低,焊縫晶粒粗大,組織疏松。這種方法雖然設備簡單方便,但只推薦用于焊接厚度不大且不重要的鋁結構及薄板對接和鑄件補焊等。
(2)焊條電弧焊可用簡單、便宜的便攜式設備進行焊接。但是鋁電焊條的焊接工藝性很差,接頭質量不高,僅在要求不嚴的場合和修復時有一些應用。
(3)鎢極惰性氣體保護電弧焊(簡稱TIG 焊) 這種方法是在惰性氣體(氬、氦或氬氦混合氣體)保護下施焊,熱量比較集中,電弧燃燒穩定,焊縫金屬致密,接頭的強度和塑性高,可獲得滿意的優質接頭,因而在鋁及鋁合金的焊接中獲得廣泛應用。對于薄板、全位置焊接,20 世紀60 年代以來還發展了一種鎢極脈沖氬弧焊,其焊件變形小,接頭熱影響區窄,特別適用于鍛鋁、硬鋁等高強度鋁合金的焊接。
(4)熔化極惰性氣體保護電弧焊(簡稱MIG 焊) 由于焊絲為電極,可用比TIG 焊大得多的電流,焊接速度快,熱影響區小,生產效率比TIG 焊高,可焊接大厚件,工業上應用很廣。MIG 焊也可以采用脈沖電源,采用脈沖電源平均焊接電流小,可用于薄板或全位置焊接。
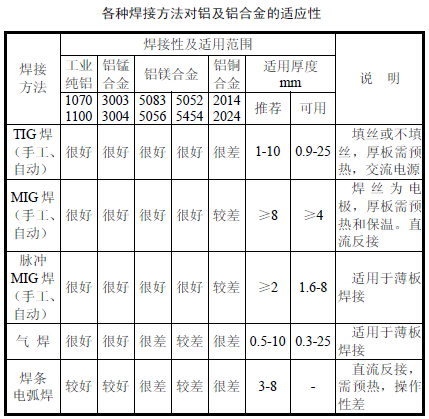
(5)釬焊釬焊是利用比鋁及鋁合金母材熔點低的釬料填充接頭間隙實現連接的方法。在熔焊和電阻焊難適用的場合有較多的應用。各種焊接方法對鋁及鋁合金的適應性如表所示:
按焊接方法的不同,采用的焊接材料也不同。鎢極氬弧焊(TIG焊)和氣焊手工填充絲一般用切成一定長度的直條焊絲,自動填充絲時也可采用盤裝焊絲。而熔化極氬弧焊(MIG 焊)則采用盤裝或桶裝焊絲。手工電弧焊需選用電焊條。氣焊時還需配合使用粉末狀氣焊熔劑(又稱焊粉)。
