一.概述
ATE600重錘式料位計主要用于測量料倉及各種儲料罐中的物料高度, 使用戶可靠的掌握料倉中的料位.
應用
◆可用來測量各種復雜環境料倉的料位,包括粉狀,顆粒狀及塊狀物料等介質.
◆廣泛應用于化工,食品,冶金,水電,水泥,塑料,采礦及其他工業領域.
總覽
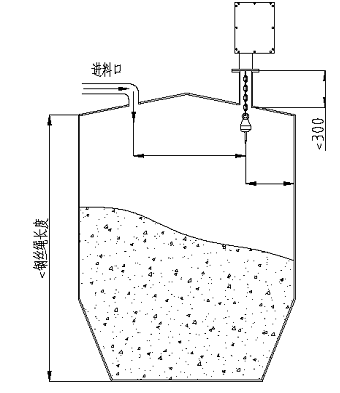
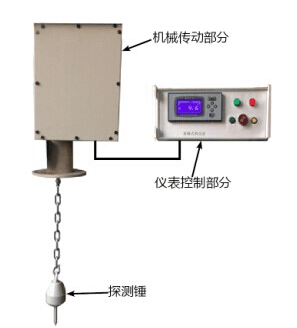
◆重錘式料位計由機械傳動部分,儀表控制部分,探測錘三部分組成(如圖)
特點
◆設計結構新穎,.可實現24小時自動測量,數據即時保存,U盤導出
◆埋錘,鋼絲繩斷裂,電機異常的故障報警輸出
◆4~20mA遠傳,RS485通信功能
◆安裝調試簡單,運行可靠,維護量小
原理
當儀表控制部分接收到探測命令時,機械傳動部分內部的電機便開始運行,帶動探測錘下降并進入料倉內部,當探測錘接觸到物料表面時,電機便會立刻反轉,將探測錘收回,直至頂部停止位置,至此一次探測周期完成.
在此過程中,機械傳動部分內部的接近傳感器會根據探測錘的下降距離,將脈沖信號傳至儀表控制部分,此時在儀表控制部分的數顯智能儀表便會精確顯示當前物料的具體高度數值.
二.外觀尺寸
機械傳動部分外觀尺寸
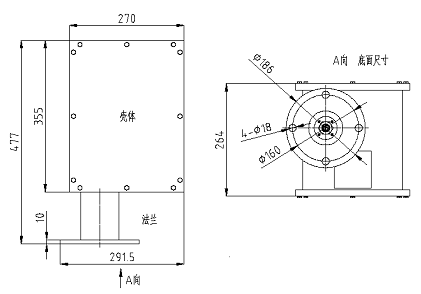
◆法蘭連接適用于DN80法蘭,如需其它規格法蘭可定制
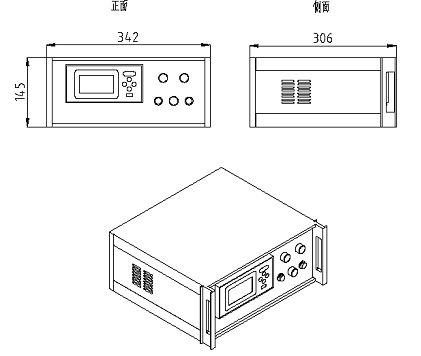
儀表控制部分外觀尺寸
三. 技術參數
機械傳動部分
◆測量范圍: 最大100m
◆測量精度: ±0.08m
◆測量速度: 0.15m/s
◆鋼絲繩直徑: 2mm
◆鋼絲繩材質: 304不銹鋼
◆探測錘重量: 2Kg
◆整機重量: 30Kg
儀表控制部分
◆供電電壓: AC220V,50Hz
◆功耗: 75W
◆信號輸出: 4~20mA
◆顯示: 4位LCD
◆重量: 3Kg
操作條件
◆環境溫度: -5℃~+60℃
◆最小介質密度: 300g/L (更小密度需定制)
◆最小測量時間間隔:
測量高度 5m à 3min
測量高度 10m à 6min
測量高度 20m à 12min
測量高度 30m à 18min
四.安裝
◆機械傳動部分安裝于料倉頂端,儀表控制部分必須安裝于中控室或其他室內場所.
◆機械傳動部分必須垂直安裝于料倉頂部,允許最大偏角為2°
◆安裝位置須遠離進料口
◆安裝位置須與倉壁保持一定距離
◆鋼管長度須短于300mm
◆鋼絲繩選型長度須大于料倉高度
◆若料倉滿倉時,必須確保探測錘與物料保持至少100mm的距離
五.接線
◆將機械傳動部分的后蓋打開,然后將電纜線穿過電纜接頭接入箱內
◆將機械傳動部分10個接線端子與儀表控制部分的10個接線端子一一對應接線,(即1對1,2對2…10對10),切勿接錯!!
◆儀表控制部分第11腳為4~20mA正極, 第12腳為4~20mA負極
◆電纜線長度須小于500米.
六.調試
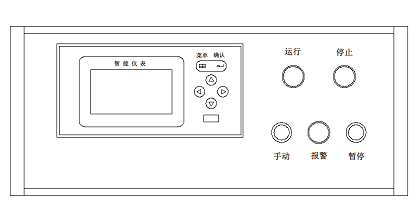
◆綠色指示燈:運行燈,表示探測錘處于探測狀態,此時嚴禁加料.
◆紅色指示燈:停止燈,表示探測錘處于頂部停止位置,此時可加料,加料前須將暫停按鈕保持為彈起狀態.
◆綠色按鈕:手動按鈕,長按3秒鐘即可讓設備開始一次探測.
◆黃色按鈕:暫停按鈕,正常運行時需使按鈕處于壓下狀態;當料倉需要加物料時,將黃色按鈕按起,使按鈕處于彈起狀態,此時設備將停止自動運行.
◆紅色報警燈:當報警燈閃爍同時蜂鳴器長響時,表示設備故障,此時必須斷電檢修.
◆正常運行時,設備會根據用戶設定的定時間隔,自動測量.
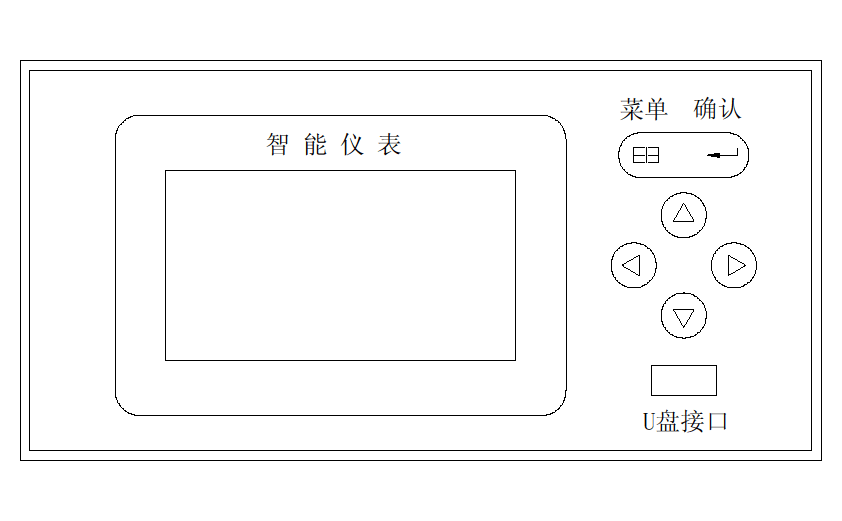
數顯智能儀表使用方法:
◆使用數顯智能儀表前請仔細閱讀本說明,切勿隨意操作,以防數據出錯,導致設備故障.
|
符號
|
名稱
|
功能
|
|
|
菜單鍵
|
切換主顯示頁面或小數點位數等
|
|
|
確認鍵
|
確認輸入
|
|
|
向左鍵
|
切換通道或向前移動光標等
|
|
|
向右鍵
|
切換時標或向后移動光標等
|
|
|
向上鍵
|
切換選擇或調整數據等
|
|
|
向下鍵
|
切換選擇或調整數據等
|
|
|
組合鍵
|
進入組態界面
|
◆使用模式
電源ON→總貌畫面(運行畫面)→按【菜單鍵】可在以下5個畫面之間切換:
①總貌畫面(運行畫面)→按【菜單鍵】→②數顯畫面→按【菜單鍵】→③實時趨勢→按【菜單鍵】→④數據備份→按【菜單鍵】→⑤掉電列表→按【菜單鍵】→①總貌畫面(運行畫面)
◆數據備份
按【菜單鍵】切換至<數據備份>畫面→插入U盤→按【向左鍵】或【向右鍵】將光標移至<起始>后面的日期處→按【向上鍵】或【向下鍵】修改<起始>日期和<結束>日期→按【向左鍵】或【向右鍵】將光標移至<備份>處→按【確認鍵】→進度條顯示當前備份過程→當<備份>變成<完成>時即可拔出U盤→將U盤數據傳入電腦,用附帶的上位機軟件(光盤)即可打開數據文件
◆定時間隔修改
電源ON→總貌畫面(運行畫面)→同時按住【菜單鍵】和【確認鍵】兩秒以上→進入組態畫面,初始密碼為[00 00 00]→按【確認鍵】可進入分級菜單→按【向右鍵】將光標移至<輸入>處→按【確認鍵】進入輸入畫面→按【向左鍵】或【向右鍵】將光標移至<定時>后面的時間處→按【向上鍵】或【向下鍵】切換時間間隔
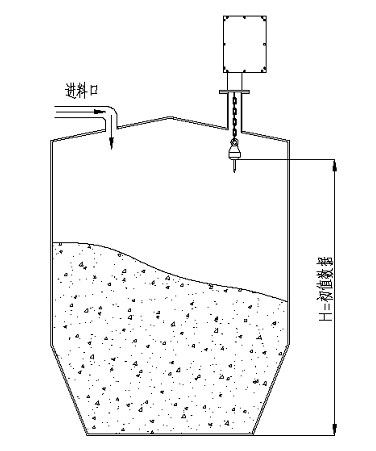
◆初值修改
使用前,須將初值數據(默認為10.0)改為料倉的高度H(如圖)
電源ON→總貌畫面(運行畫面)→同時按住【菜單鍵】和【確認鍵】兩秒以上→進入組態畫面,初始密碼為[00 00 00]→按【確認鍵】可進入分級菜單→按【向右鍵】將光標移至<輸入>處→按【確認鍵】進入輸入畫面→按【向左鍵】或【向右鍵】將光標移至<初值>后面的數據處→按【向上鍵】或【向下鍵】修改數據, 按【菜單
鍵】可切換小數點, 按【確認鍵】可對數據微調
◆本設備的其他數據已在出廠前已設置準確,切勿修改!
上位機軟件界面
七.維護與保養
◆鋼絲繩時限: 10000運行周期次數
◆電機時限: 2000小時.
◆鋼絲繩會隨著運行次數的增加,由于磨損而逐漸起毛破損,當破損嚴重時會互相纏繞引起電機堵轉,進而觸發保護電路報警,此時須斷電檢修,更換鋼絲繩.
◆有條件的可以定期檢查鋼絲繩狀況,當發現鋼絲繩破損嚴重時,請提前更換鋼絲繩.
更換鋼絲繩方法:
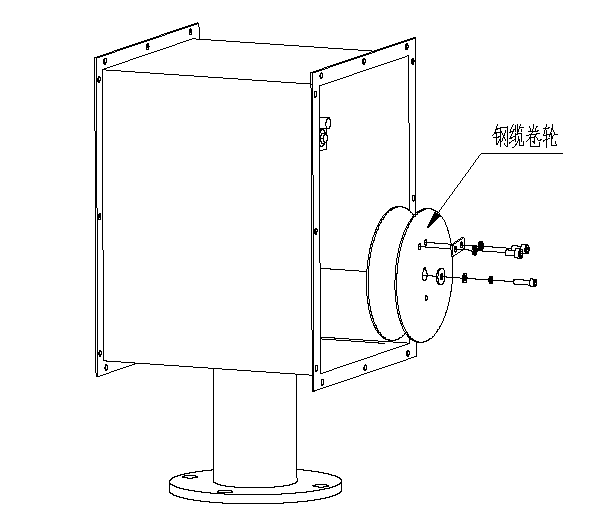
①將本設備的機械傳動部分從安裝法蘭上卸下.
②打開機械傳動部分的前蓋,將鋼纜卷輪拆下.(如圖A)
③用鋼絲繩剪,老虎鉗等工具,將損壞的鋼絲繩剪斷并取出.
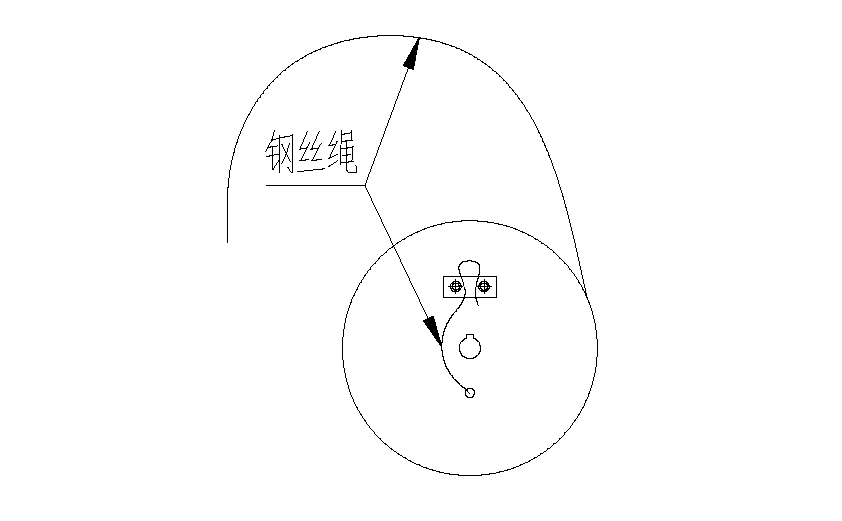
④將新鋼絲繩從鋼纜卷輪上的小孔穿入,按逆時針方向繞繩,即鋼纜卷筒為順時針方向轉動, (如圖B),鋼絲繩裝完后,將固定繩頭的螺釘擰緊.
⑤將鋼纜卷筒裝回原位,將固定螺釘擰緊.
⑥將繩頭另一端穿過小滑輪,然后穿過套筒,將探測錘與繩頭扣緊.
⑦將機械傳動部分裝回原位,然后蓋上前蓋,擰緊螺釘.
八.裝箱清單
|
序號
|
名 稱
|
單位
|
數量
|
備注
|
|
1
|
機械傳動部分(含探測錘)
|
臺
|
1
|
|
|
2
|
儀表控制部分
|
臺
|
1
|
|
|
3
|
AC220V電源線
|
根
|
1
|
|
|
4
|
說明書
|
本
|
1
|
|
|
5
|
產品合格證/保修卡
|
份
|
1
|
|
|
6
|
上位機軟件(光盤)
|
個
|
1
|
|
|
7
|
U盤
|
個
|
1
|
可選配件
|
|
8
|
鋼絲繩
|
根
|
1
|
可選配件
|