

(一)熱噴涂工藝特點
熱噴涂工藝選擇為了滿足零件使用要求的涂層,應結合零件使用工況條件及各種涂層材料的成分、性能、工藝特點、涂層性能及適用的使用環境等綜合考慮,確定合適的噴涂材料,謹慎選擇噴涂工藝。
熱噴涂工藝方法較多,但每種方法都有其自身的優點和局限性,從不同的角度進行熱噴涂工藝選擇,會得出不同結果。以高速火焰噴涂為例,當采用HVOF工藝噴涂金屬。合金、及金屬陶瓷類材料時,可獲得結合強度高()70MPa)、致密度高(空隙率《1%)、氧化物含量少的高質量涂層,但該工藝存在運行成本較高、對基本數人熱量較大、不能噴涂氧化物陶瓷等缺點。因此,在選擇熱噴涂工藝時,應針對具體需求進行具體分析,下面分析從涂層性能、噴涂材料類型、噴涂經濟性能及現場施工適應性等四個方面進行分析。
一、以涂層性能為出發點的選擇原則
1、噴涂性能要求不高、使用環境無特殊要求,且噴涂材料熔點低于2500℃,可選擇設備簡單、成本較低的氧-乙炔火焰噴噴涂工藝。如一般工件尺寸修復和常規表面防護等。
2、噴涂性能要求較高。工況條件較惡劣的貴重或關鍵部件,可選用等離子噴涂工藝。相對于氧乙炔火焰噴涂來講,等離子噴涂的焰流溫度高,溶化充分,具有非氧化性,涂層結合強度高,空隙率低。
3、涂層要求具有高結合強度、極低空隙率時,對金屬或金屬陶瓷涂層,可選用高速火焰(HVOF)噴涂工藝;對氧化物陶瓷涂層,可選用高速等離子噴涂工藝(如Plaz Jet等離子噴涂)。如果噴涂易氧化的金屬或金屬陶瓷,則必須選用可控氣氛或低壓等離子噴涂工藝,如 Ti、B4C等涂層。
二、以噴涂材料類型為出發點的選擇原則
1、噴涂金屬或合金材料,可優先選擇電弧噴涂工藝。
2、噴涂陶瓷材料,特別是氧化物陶瓷材料或熔點超過3000℃的碳化物、氮氧化物陶瓷材料時,應選擇等離子噴涂工藝。
3、噴涂氧化物涂層,特別是WC-Co、Cr3C2-NiCr類氮化物涂層,可選用高速火焰噴涂工藝,涂層可獲得良好的綜合性能。
4、噴涂生物涂層時,宜選用可控氣氛或低壓等離子噴涂工藝。
三、以涂層經濟行為出發點的選擇原則
在噴涂原料成本差別不大的條件下,在所有熱噴涂工藝中,電弧噴涂的相對工藝成本,且該工藝具有噴涂效率高、涂層與基體饑結合強度較高、適合現場施工等特點,應盡可能選用電弧噴涂工藝。
四、以現場施工為出發點的選擇原則
以現場施工為出發點進行工藝選擇時,電弧噴涂,其次是火焰噴涂,便捷式HVOF及小功率等離子噴涂設備也可在現場進行噴涂施工。目前,還有人將等離子噴涂設備安裝在可以移動的機動車上,形成可移動的噴涂車間,從而 完成遠距離現場噴涂作業。
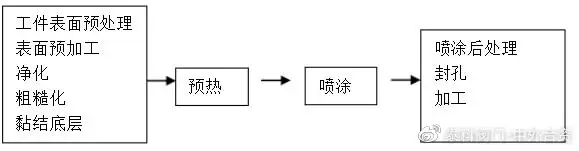
(二)熱噴涂工藝流程
熱噴涂生產一般包括3個基本工序---工件表面預處理、噴涂和涂層后處理,其基本工藝流程如圖所示。
泰科閥門-中外合資
現將各工序的主要內容簡述如下:
1.工件表面預處理
為了使涂層和基體材料很好地結合以及滿足噴涂工藝的需求,基材表面必須進行預處理,包括表面預加工、凈化、粗糙化和黏結底層等幾個步驟。
(1) 表面預加工是在噴涂之前對工件進行車削和磨削等表面加工,以清除工件上的原噴涂層、其他表面處理層(淬火層、滲碳層等)各種損傷和毛刺,修真表面的不均勻磨損,預留噴涂層厚度等,以保證合適的基體表面和共建噴涂后的尺寸精度。
(2) 凈化處理目的是除去工件表面的所有污物,如油脂、油漆、銹跡和氧化皮及其他污 垢等。其中,有代表性的是油脂和銹跡,故簡單地說,凈化處理的關鍵是除油和除銹。除油的方法很多,主要的是溶劑清洗、水基清洗劑清洗,堿液(和酸液)清洗、電解清洗、乳化液清洗、超聲波清洗、超臨界二氧化碳清洗及加熱脫脂等;除銹的主要方法則有化學除銹、點化學除銹、火焰除銹、機械除銹(噴砂、滾光、手工及及機動工具除銹)等。
(3) 粗化處理目的是増加涂層與基材間的接觸面,増大涂層與集采的機械咬合力,使凈化處理過的表面更加活化,以提高涂層與基材的結合強度,同時基材表面粗化還改 變涂層中的殘余應力分布,對握高涂層的結合強度也是有利的。粗化處理的方法有噴砂、機械加工(如車螺紋、滾花)、電拉毛和宏觀粗化等,其中噴砂處理是最常用的粗化處理方法。
(4) 黏結底層是在噴涂一些與基材粘結不好的涂層材料時,先選擇一種與集體材料粘結好的材料噴涂一層過渡層,以加強涂層與基體的結合。常用作黏結底層的材料有Mo、NiAl、NiCr及鋁青銅等,底層的厚度一般是0.08-0.18 μm。 Mo、NiAl、NiCr及鋁青銅等,底層的厚度一般是0.08-0.18 p m。凈化和粗化表面的方法很多,選擇應根據基材的材質、形狀。厚度、表面原始狀況和涂層的設計要求以及施工條件等因素而選擇。
2. 預熱
預熱的目的是為了消除工件表面的水分,提高噴涂時涂層基體界面的溫度,減少基材與涂層材料的膨脹差異造成的殘余應力,以避免由此導致的涂層開裂和改善涂層與基體結合強度。預熱溫度取決于工件的大小,形狀和材質以及基材和涂層材料的熱膨脹系數等因素,一般控制在60?120°C范圍。其實預熱還不能算作一個獨立的工序,實際上它是噴涂的預備操作,有時也把它算入預處理之內。
3. 噴涂
這是整個熱噴涂工藝的主體和關鍵工序,其他的工序都是為保證此而進行的。噴涂的操作主要是選擇噴涂方法和噴涂參數。噴涂的方法有多種,而且目前還在發展,采用何種噴涂方法進行噴涂主要取決于選用的噴涂材料、工件的工況及對涂層質量的要求。歹0如,噴涂陶瓷選用等離子噴涂;噴涂碳化物金屬陶逢層可采用高速火焰噴涂;若是噴涂塑料則只能采用火焰噴涂;而若要在戶外進行大面積防腐工程的噴涂的話,采用靈活高效的電弧噴涂或絲材火焰噴涂是較佳的選擇。總之,噴涂方法的選擇一般來說是多樣的,但多某種應用來說中有—種方法是的。為獲得高質量的涂層和扌是高噴涂效率,應正確選擇和優化噴涂條件,這就要針對涂層材料、盆腔性能和工件的具體而確定。
4.涂層后處理
有些涂層在噴涂后不能直接使用,而須進行各種后續處理。例如,對用于防腐蝕的涂層要進夕封孔處理,以防止腐蝕介質滲入涂層的孔隙而腐蝕基體;對有些承受沖擊磨損或高應力載荷的逵層,要進行縱容處理,使其與基體的結合從以機械結合為主轉變為普遍的治金結合,已提高涂層的結合強度;又如,對有尺寸精度要求的涂層,要進行適當的機械加工等。
泰科閥門有限公司是一家集研發、設計、開發制造為一體的企業,擁有多處生產基地,引進先進的制造工藝和管理體系,通過國家ISO9001質量體系認證和ISO14001環境管理體系認證。
泰科閥門有限公司長期以來專業從事暖通、給排水、消防系統產品,市政工程、火災報警產品等行業,具有很高的知名度和影響力。
泰科閥門有限公司一貫堅持以產品質量為企業生命的宗旨,給客戶提供適合的產品和快捷的售前售后服務。