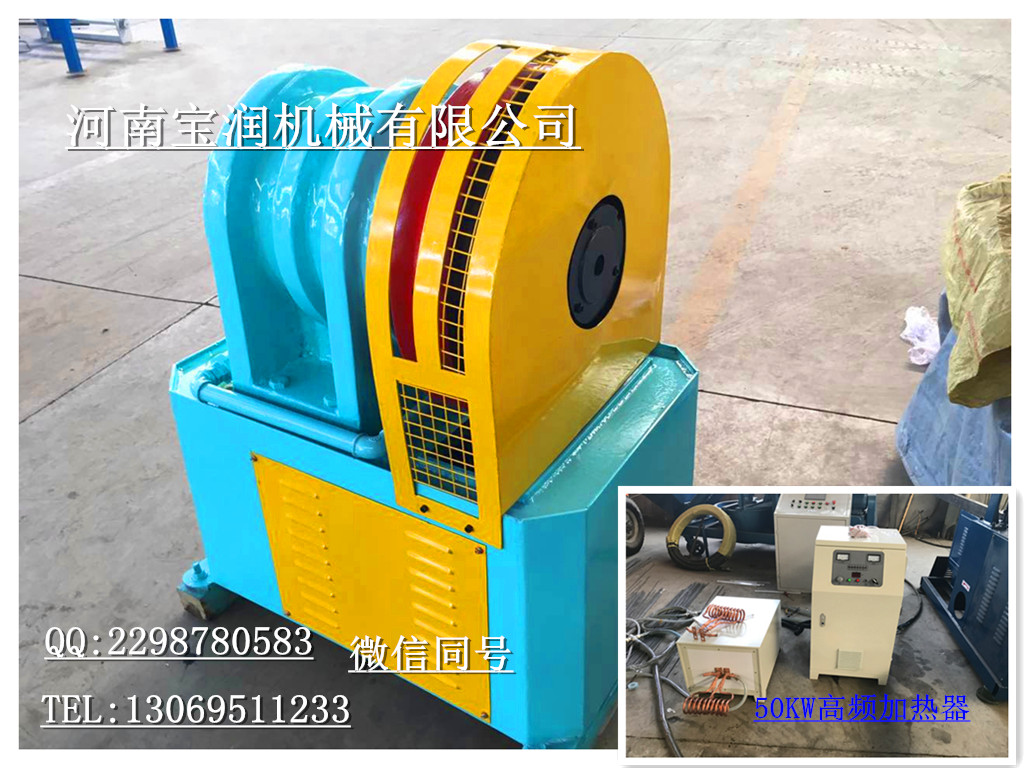


河南寶潤小導管成型機/小導管機 經常往模座移動面注射抗磨潤滑油小導管專用加工機效益對比 對比項目 傳統人工方式 小導管尖頭加工機耗材成本超前小導管小導管尖頭機規格 48小導管小導管尖頭加工機制作方法110元無(大大節省耗材成本) 小導管加工機小導管規格尖頭機小導管尖頭加工機加工速度小導管尖頭機小導管加工尖頭機價格電費 3kWh 5.5kWh 產量 1人/小時20根 6根/分鐘×60分鐘=360根 成品質量 粗糙 標準美觀


注意事項:
1.縮管時要盡可能將接頭置于模具中心。
2.防止工具和其他異物進入導管尖頭機頭內。
3.每次在工作完畢后必須使八塊模座張開到最大程度,這樣可使彈簧處于張開狀態保養好彈簧,油缸也處于泄壓狀態延長油封的壽命。客戶可以要求廠家用臺式或是便攜式硬度計對模座或是模具進行檢測 因此,卡套式管接頭正日益廣泛地應用


小導管尖頭設備操作規程:
1. 縮管機初次使用時應空載縮管20~30次,觀察各部位均正常后方可使用。
2. 縮管機在冬季使用時應空載縮管20~30次,以使油溫增高一些。
3. 按下張開按鈕,模座張開后,根據所縮管膠管規格選用相應的模具安裝在模座上,并調整千分尺刻度。它采用縮管接頭的方式進行銜接長短與口處的大小可以進行伸縮,小導管加工機小導管規格來達到想要的尺寸它不僅移動平穩、回程快速,也不 會發生像彈簧回位,使模具張不開而鎖死的現象
小導管尖頭機的維護保養:
1.油箱的液壓油超過液壓油廠商規定時效時應更換,或者目視油位表,如果液壓油已氧化偏黑了一定要更換。
2.經常往模座移動面注射抗磨潤滑油。
3.非縮管機工作時間,請蓋好防塵罩防止雜物進入模座內