| �ȿ��ý���ʯ�L�����@ʯ�������ʯ����@ʯ�D��S��ֱ�N |
 |
�r��5300 Ԫ(�����) | �a�أ����K |
| ������ӆ����1֧ | �l؛�أ��o�a | |
| �ϼܕr�g��2018-12-01 11:10:35 | �g�[����723 | |
�o�a���տƼ�����˾
 |
||
| ���Iģʽ���Q��˾ | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI�����ߡ��A�� | ��Ҫ�͑����S�ЏS���Cе�ӹ��S | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:ꐵ� (С��) | �֙C:18961789709 |
�Ԓ: |
����: |
| �]��:cd@hope-tec.cn | ��ַ:�V��·555̖���a��Bȹ��206 |
|
�aƷ���飺 SAVANT����ʯ���@ʯ���L������Ҫ��������M�ڲ������졣��܇����ʹ�ÿɝL����A���ȿף�����һ��ֱ����������ȡ����ȿ��ⲻ��ֱ����С���ƣ��m���ԏV --------------------------------------------------------- ʹ�Å�������� ���Ո�������H�ӹ��о��w��r������
����������0.01mm �L �� ����0.01-0.05mm �� �����黯Һ���ͣ����^�^�V�ĝ�������< 40 �� m������߱��� �|���͵��߉��� �ϵ�������棺����ֲڶ��_��Rz15 �� m���� ����Ӳ�ȣ�HRC65һ�� �����ٶȣ�100m/min �M�o�ٶȣ�0.05-0.2mm/rev
���D���^�� ���D�����ʯ���@ʯ���L�����^�������D����ؓ90����{
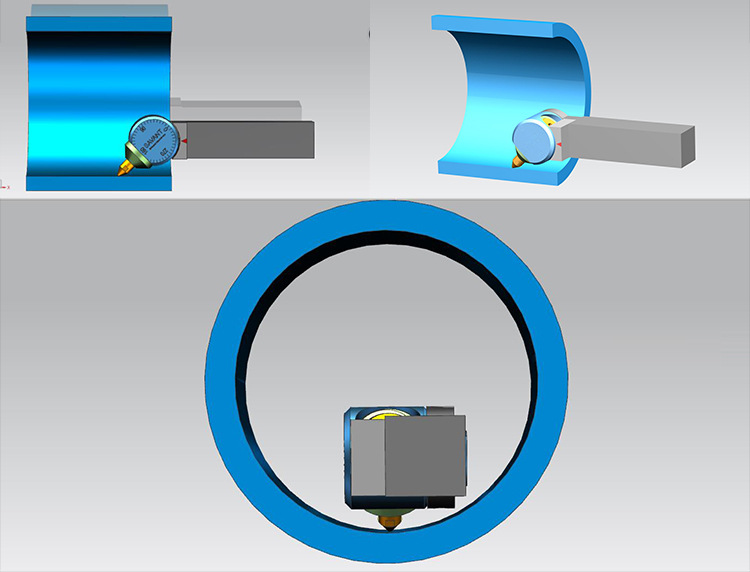
ʹ�÷��� 1.�v����ʯ���߰��b��܇�������ϣ�ʹ����ʯ�������c���������Ǻϡ� 2.�����ӹ������IJ��|��Ӳ���O�������Ѓ��b���ɵ�ؓ�d�� 3.�D�ӹ������ք�ʹ����ʯ����|�������棬�����M�o��Ŀ�y����ֲڶȣ��S���ߵ�ԇ�ӹ�һ�Σ�Ŀ�y��x���y���ֲڶ�ֵ�������ֲڶ�ֵ�{�������������F���õı���ֲڶȡ� 4.�D�ӹ������ļӹ���ǰ���s1mm������ԇ�ӹ����M�o���M�мӹ��� 5.���_�ӹ��Y��λ��ֹͣ�M�o������ʯ���x�_�������Y���ӹ��� �L������������
�@ʯ�L��ԭ��
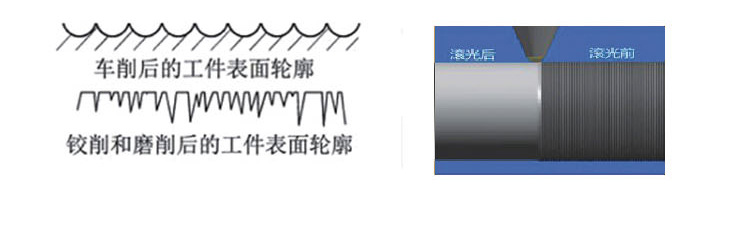
���@�R�¹������������^���е��ߵ�����ڱ��暈�����_�Aһ�ӵ��ߵ�ӡӛ������ʯ�ڏ��������������ڹ��������ϻ����^���п˷����ϵ������c��ʹ���ϱ���a������׃�Σ�ʹ�ߵ�hen�E�ĸ��c���뵽���c���Ķ��õ�һ��ƽ���⻬���R�档�����ڝL����^������������׃�Ε��a��Ӳ��̎�����Ķ���߹��������ƣ�ڏ��ȡ�Ҫ�_���D��Ч������������һ�������������❍�ȑ��s�� RZ15um �ԃȡ�
���c�� 1.�L��L��ȡ���˂��y�Ķ��μӹ��� �����ĥ���� ��ĥ ��ĥ 2.�L�����ĥ ��ĥ�����❍ 3.�L�������Ĺ❍���_�� Rz1.0 �� ���µĴֲڶ�
4.�L������M�˳ߴ羫�ȵĿ���~�����ڸ�С�ķ������{�� 6.�D���ƣ�ډ������ 7.�L��L������������ߚ���hen�E�� С�ı���ȱ�� 8.�L��Ĺ��������ܜp��Ħ��������ˮƽ���ͣ������g���P��������

�aƷ�f�� ע����� ���_ʼԇ���ĕr�ɽ��������ٶ��M�Мyԇ���M�o�ٶȿ��Ա��ֲ�׃���ڲ����ڝL���ėl�����M�мӹ�����ߏ��Ȳ��ϣ����������r�£������������ٶȡ�
|
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |

�C�֮�ҾW - �C��ИI�����W�j����ý�w
�P���҂� | ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ���T���� | ���M朽�Copyright 2011 jdzj.com All Rights Reserved���g֧�֣����ݞI�d�Ƽ�����˾
�N�۟ᾀ��0571-28292387  �ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�Wվ������ԃ��0571-28292385
Ͷ�V�ᾀ��400-6680-889(�֙C7)
�Wվ���I�S���C:��B2-20080178