| ��ɽһ�γ�����䓏����C���a�S�ҹ��� |
 |
�r��13999 Ԫ(�����) | �a�أ�ɽ��̫ԭ |
| ������ӆ����1�� | �l؛�أ�ɽ��̫ԭ | |
| �ϼܕr�g��2019-11-06 12:17:43 | �g�[����94 | |
ɽ���f���\�_�Cе��������˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ��ɷ�����˾ | |
| �����ИI���Vɽ�Cе | ��Ҫ�͑���ú�V/�������N�Vɽ | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:������ (����) | �֙C:13027020586 |
�Ԓ: |
����: |
| �]��:715808321@qq.com | ��ַ:ɽ��̫ԭС��^С�깤�I�@ |
WGJ-250ȫ�Ԅ��Һ�������䏝�C��֧�o䓹��ܼӹ������� ���O�䣬���ɵ������Cе���ӡ��䏝��Һ����������ƺ��o�������ֽM�ɣ������r���������䏝�ӹ���������o�����Tʽ�м��ƃɝL݆֮�g������Һ��ʹҺ�����Ƅ���β�ۺ��䏝�L݆�䉺��䓣����_���OӋ���軡�ȕr�P�]Һ�������әCе���ӣ� ʹ�L݆�D�Ӳ��������������ƽ��ǰ�У��Ķ����F�B�m�䏝���I�����䏝�Y���r���P�]�Cе���� �� ͬ�r����Һ�� �� ʹҺ�����ջأ����䏝��䓷������o�� ���Tʽ�м��ϼ��ɣ��@�N�䏝���I�� �˲��|�ď��ȣ� �� ��֧�o䓹��ܵģ��O����� �˹�Ч���������Ρ����ˣ��䏝�C�c������ȣ��������õĹ�������
����ԭ��
��������䏝�C�ϣ��c�p�َ��ӵĝL݆�����o�ֱ��M�o�i�o������늙C�ͱýM����늄��ͱ�ݔ���� �������y�������Љ��������M�뼯�ɉK����|�y�����Һ�y�̈́��c�_�P���c�M���c�ˣ��������������������M����������c����֧����݆���o����l������׃���Ǖr�_ʼӋ�㣬�����M���L�Ȟ�10mm-15mm,�_��늙C���ӹ���䓹��������Ͳ������_�������ֹ  ����ԭ�� ��������䏝�C�ϣ��c�p�َ��ӵĝL݆�����o�ֱ��M�o�i�o������늙C�ͱýM����늄��ͱ�ݔ���� �������y�������Љ��������M�뼯�ɉK����|�y�����Һ�y�̈́��c�_�P���c�M���c�ˣ��������������������M����������c����֧����݆���o����l������׃���Ǖr�_ʼӋ�㣬�����M���L�Ȟ�10mm-15mm,�_��늙C���ӹ���䓹��������Ͳ������_�������ֹ ���� �L݆�����ӝL݆���� ����ϣ������w��̎������݆ĥ�p���������o������ʹ�É��� �L WGJ250��Һ���䏝�C��Һ������ Һ��Ԫ�������䪚 ��Һ���OӋ����픳������b�ã�ʹ��픳��ܣ�ʹ�É��������⽛�� 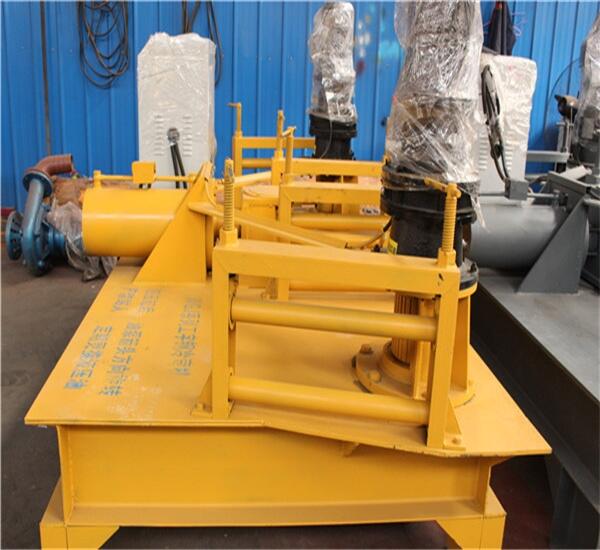  WGJ-250ȫ�Ԅ��Һ�������䏝�C��Ҫ����: �ɏ�����10#-25#����� ���ͳߴ磺���L������ ��2.5m��2.0m��1.3m �����ʣ�10Kw 늉���380V Һ��������20Mpa �����M�ٶȣ�1-13mm/s ����݆�D�٣�7r/min  |
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |

�C�֮�ҾW - �C��ИI�����W�j����ý�w
�P���҂� | ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ���T���� | ���M朽�Copyright 2011 jdzj.com All Rights Reserved���g֧�֣����ݞI�d�Ƽ�����˾
�N�۟ᾀ��0571-28292387  �ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�Wվ������ԃ��0571-28292385
Ͷ�V�ᾀ��400-6680-889(�֙C7)
�Wվ���I�S���C:��B2-20080178


