| �p����ľ�������ľ������ |
 |
�r�� Ԫ(�����) | �a�أ����� |
| ������ӆ����1 | �l؛�أ�������ȫ�� | |
| �ϼܕr�g��2019-12-16 10:04:40 | �g�[����163 | |
�ӱ������Ƽ��_�l����˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I����؟�ι�˾ | |
| �����ИI��ľ���C�� | ��Ҫ�͑���ȫ�� | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:�s���� (����) | �֙C:18233089929 |
�Ԓ: |
����: |
| �]��:zhanlong@runlian365.com | ��ַ:�ӱ����_��|�ƌ�10̖ |
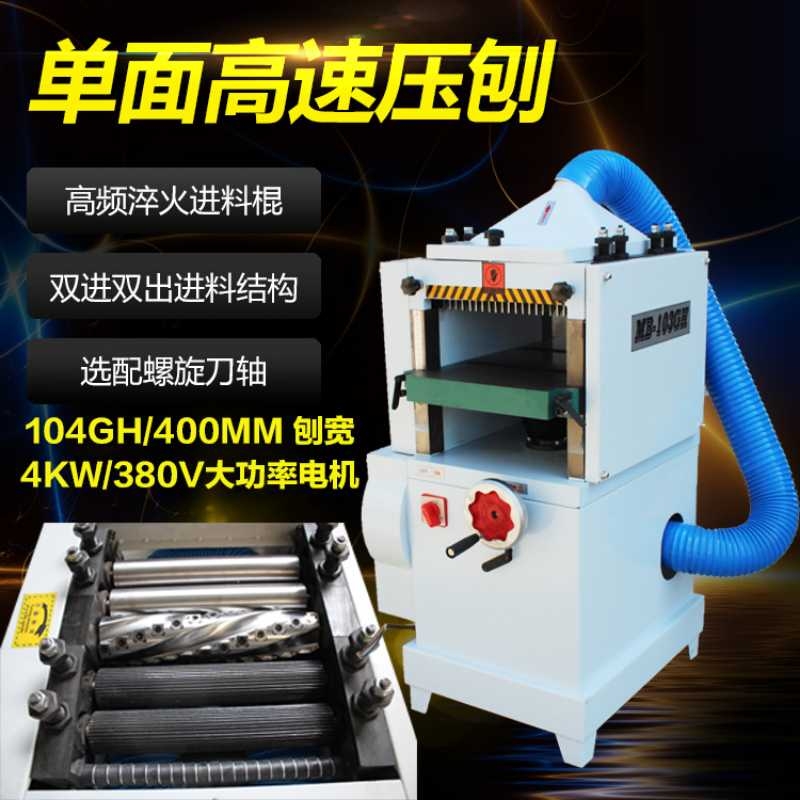
 ľ���ٴ��f�������D��̶��ٵ��ӹ�ľ�ϵ�ƽ���������ľ���C�������ղ�ͬ�Ĺ�ˇ��;��ľ���ٴ��ɷ֞�ƽ�ٴ������扺�ٴ����p���ٴ��������ٴ��������ٴ��;����ٴ��ȡ� ľ��ƽ�ٴ����D1���Á�����������һ���������ɂ�ֱ����ƽ�档늄әC���z�����ٵ��S�������D���ְ������،���o�Nǰ�����_���ٵ��S���M��ǰ�����_���ں����_,�߶ȿ��{,��߶Ȳ�������Ӻ�ȡ��{������ɸ�׃�����ļӹ����ȺͽǶȡ�ƴ�p�ٴ��ĽY���cƽ�ٴ����ƣ����ӹ������^�ߡ�ƽ����Ҫ���ڰ�ĵ�ƴ����ļӹ��� ľ�����ٴ�����������ĺͷ��ģ��ԫ@�þ��_�ĺ�ȡ�����ľ�����ٴ����ٵ��S�����D�������\�ӣ�λ��ľ�����µ��Ă��LͲʹľ�����M�o�\�ӣ����������_ͨ�^���S���p��ľ���ٴ��Ƀɂ����Sͬ�r�ӹ��������S���÷�ʽ�IJ�ͬ������������������������������档����ľ���ٴ������������Sͬ�r�ٹ���������档����ľ���ٴ�����4��8�����Sͬ�r�ٹ�����Ă��棬���a���^�ߣ��m���ڴ��������a�� ľ�������ٴ����D2���Ĺ̶��ٵ�Ƭ�b�ڹ����_�в��������ɟo�ӿp�����Ӹ���ͨ�^���ߣ���ǰ���������µIJ����ε��۹�ȥ��ʹ��⻬ƽֱ�������ٴ��m����ľ��ƽ�����ӹ� ľ���ٴ��U���ٴ������ٵ���������ƽ�桢�ϲۻ���α����M�������ęC�����ٴ���ʹ���ߺ���֮�g�a��������ֱ�������\�Ӂ��_���������������Ŀ�ġ������\�����ٴ��ϵ����\�ӡ��C�����������\�����⣬߀���o���\�ӣ�Ҳ���M���\�ӣ��ٴ����M���\���ǹ����_�����ٵ������gЪ�Ƅӡ� ���ٴ��Ͽ�������ˮƽ�桢��ֱ�桢б�桢���桢�_�A�桢��β�ι�����T�βۡ�V�βۣ�Ҳ���������ס��X݆���X�l�ȡ�������ٴ��M���m���ĸ��b����ô���ٴ����m������߀���ԔU�� ���ٴ�����խ�L����r�����^�ߵ�Ч�ʣ����m������С�������a��܇�g���ٴ������ٵ���������ƽ�桢�ϲۻ���α����M��������ֱ���\�әC����ʹ���ٴ��ӹ��������^���Σ������a���^�ͣ��ӹ��L��խ��ƽ����⣩�������Ҫ���چμ���С�������a���C��܇�g���ڴ��������a��������㊴����档 ľ���ٴ�����ͨ���Ժ� �ɼӹ���ֱ��ˮƽ��ƽ�棬߀�ɼӹ�T�Ͳۡ�V�Ͳۣ���β�۵ȡ� ���a�ʵ� �����\�ӣ��T�Դ������ٶȣ��δμӹ������M�L���治������͡� �ӹ����Ȳ��� IT8��7��Ra��1.6��6.3��m�������T�ٴ����Ì������٣�Ra��0.4��0.8��m �ӹ����c ���������\�Ӻ;��w�ļӹ�Ҫ���ٴ��ĽY����܇����㊴����Σ��r��ͣ��{���Ͳ���Ҳ�^���㡣���õĆ����ٵ��c܇��������ͬ���Π�Σ����졢��ĥ���b���^���㡣���������\�Ӟ�����ֱ���\�ӣ�����r�ܑT������Ӱ푣���֮����������г��r�Л_���������������ٶȵ���ߡ������ٵ����H�����������������L�����ޣ�һ����������Ҫ���^����г̲��ܼӹ�������������ˇ�r�g�^�L���ٵ������г̕r���M���������ӹ����B�m���������o���r�g�� ��ˣ����������a�ʵ�����������nj��ڪM�L����(�猧܉���L�۵�)�ļӹ����Լ������T�ٴ����M�ж����൶�ӹ��r�����������a�ʿ��ܸ�������������ľ��ȿ��_IT9��IT8������ֲڶ�Raֵ��3.2��m��1.6 ��m�������Ì��о��ٕr���������T�ٴ����Ì��м��ٵ��Ժܵ͵������ٶȡ����M�o����С��������ȣ��������������ȥһ�ӘO���Ľ��٣���������С���������ٺ�׃��С�����ԣ�����ı���ֲڶ�Raֵ���_1.6��m��0.4 ��m��ֱ���ȿ��_0.02mm/m�����м��ٿ�������У��@��һ�N���M����Ч�ľ��ӹ�ƽ�淽�� |
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |

�C�֮�ҾW - �C��ИI�����W�j����ý�w
�P���҂� | ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ���T���� | ���M朽�Copyright 2011 jdzj.com All Rights Reserved���g֧�֣����ݞI�d�Ƽ�����˾
�N�۟ᾀ��0571-28292387  �ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�Wվ������ԃ��0571-28292385
Ͷ�V�ᾀ��400-6680-889(�֙C7)
�Wվ���I�S���C:��B2-20080178


