�͑�С�ӏ���Û�ӹ�ˇ�y�u
Your browser is not supported
 21��C�Ͳ������������㡢����
21��C�Ͳ������������㡢����
Һ��Û�������yԇ��

??? YZJϵ�п���Û�ܙC��偠t�͓Q�������켰�S�Č���Û���O�䡣ԓ�O����Ԍ���NҎ��N���ϵēQ����M�пɿ���Û�ӣ��e�m���ڌ���ܰ�ʹ�ڏ��ܓQ������Û�ӡ����ÿ���Û�ܙCÛ�Ӽ��g���a�ēQ�������Q������Û�Ӿ���ȫ�ɿ���ʹ�É����^�L���������^�͡�����Û�Ӳ������Σ�Û���ٶ��^�죬���s���������S�ޕr�g���p�ٻ����b�õ�ͣ�a�pʧ�����кܸߵĽ���Ч�档
YZJ��Һ��Û�Ӽ��g�����������c
1���������ȹܰ��M��ȫ���һ���Ծ���Û�ӡ�
2����������ȵ����g�ܰ���ܰ�Q�����M��Û�ӡ�
3�������ݼy�ܻ����пp���ӹ��M��Û�ӡ�
4��Û�Ӻ��������ͣ����a���g϶���g��
5���Q���Û�Ӻ��S�����L�������տs�������ڜp���\��������
6�����Ӄȿ��`��F�����m���{��Û�^ֱ������Û�^��ĥ����0.3mm����
7��Û��̎�o����Ⱦ����Û����Ӱ푡�
8��������ēQ����߅��̎��ֱ��Û�ӣ��dz����㡣
9�����˿��B�mÛ�ӣ�ÿ��犿�Û��6-8�����^��
10���C�Ͻ���Ч�����^����ȵ���ߡ�
��Ҫ���g������
����ԭ����
ʹ�×l��
1���҃�ʹ�á�
2���h���ض���-20����40��ķ����ȡ�
3��ʹ�õ^��ƽ��������Ȳ�����85%��ͬ�rԓ�µ��¾��ضȲ�����30��.
4���܇��]�Ќ�늉m������ը�Ԛ��wһ���܇����ƉĽ��ٺн^���ĸ��g�Ԛ��w��
�Y��������ԭ��
1��Û�ܙC�Y��
??? Һ��Û�ܙC��Ҫ��Һ������ϵ�y�������Ŵ�ϵ�y��Һ��Û�ܿ���ϵ�y���ԄӼ�ˮϵ�y�M�ɡ�
����ԭ��
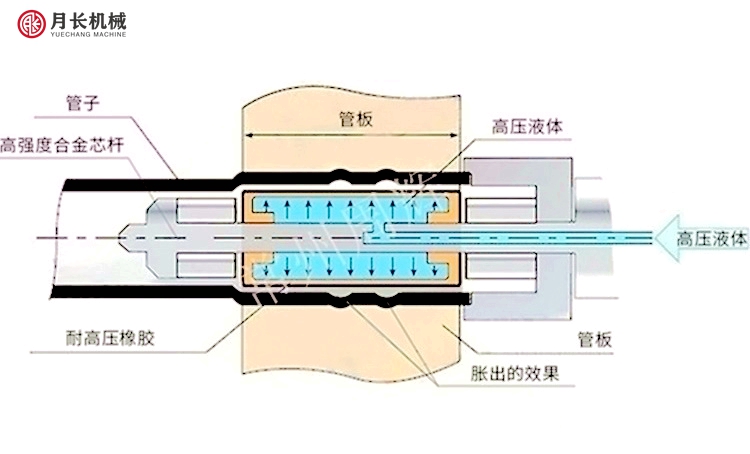
????Һ���ý�늄әC���ӌ�Һ���ʹ���Һ������ϵ�y���������������Û�ܽ��|���߉�ܛ���͵������ֱ��ϣ��Ķ����F��Û���^��ʩ�����������O����Ҫͨ�^�|�����O���Ñ�����ĉ����������r��Û�ܽ��|����ͨ�^׃����������ģ�D�Qģ�K��������ֵ���|��������ǰ����ֵ���@ʾ����ǰ����ֵ�c�O������ֵ��ȕr������ϵ�y����ж��������Û���^�̽Y����
??? Һ��ʽҺ��Û�ܼ��g��������ԭ��,�a������ʹ�Q��ܮa������׃�εij��߉�Û����Û����,ԓ����ͨ�^����Һ�������ړQ��܃ȱ�,ʹ�Q��ܰl������׃��,�c�ܰ�a���^ӯ��Û���ڹܰ�׃ȡ��\�ó������x�ṩ��Һ��Û�ܙC��Һ��Û����Û�^��Û�Ӽӹ��^���ǘO�麆�ε�,���Ӳ���ܰ�M�b�ꮅ��,��Û�^����ܿ��к��m��λ��,����Û�Ӳ����ֱ����������o,Û�ܙC�����ԄӸ����O����Û�Ӊ������Û�ӵļӉ���������ж���ȹ����^�̡�
??? �C�ϣ�Һ��ʽÛ������Һ��Û������һ�N����������Û�ӹ�ˇ��
ע�����
??? 1������Դ�r��һ��Ҫ�����ྀ���о����������e����t��ʹ�O�䎧늣�����Ҫ�ēpʧ��
??? 2��ˮ��ȵ�ˮ���Ҫ���_�˶�ˮλ����t���p�������b�á�
??? 3���߉�ܛ���c�y�K�B��̎��횰��b�ο�������߉�������Ó�䣬��������¹ʡ�
??? 4����ֹ�����ˆT��Û�^���_����ܿ�ǰ���C���M������ָ�
??? 5������Û���й�ʽ�Q�����r�������Û�^�S������عܿכ_���l���¹ʣ���Û���^���У��Q������һ�˲���վ�ˡ�
??? 6��ÿ����ꮅ�r����߬F���s��坍�O����档�Д��Դ�����x�_��
Һ��Û���g�c��O���έhÛ�Ӽ��g�IJ�e���ڣ�
??? Һ��ʽҺ��Û�Ӽ��g���Q��ܵijߴ羫��Ҫ��,Û���^�̌��Q��܃ȱ���o��Ⱦ��
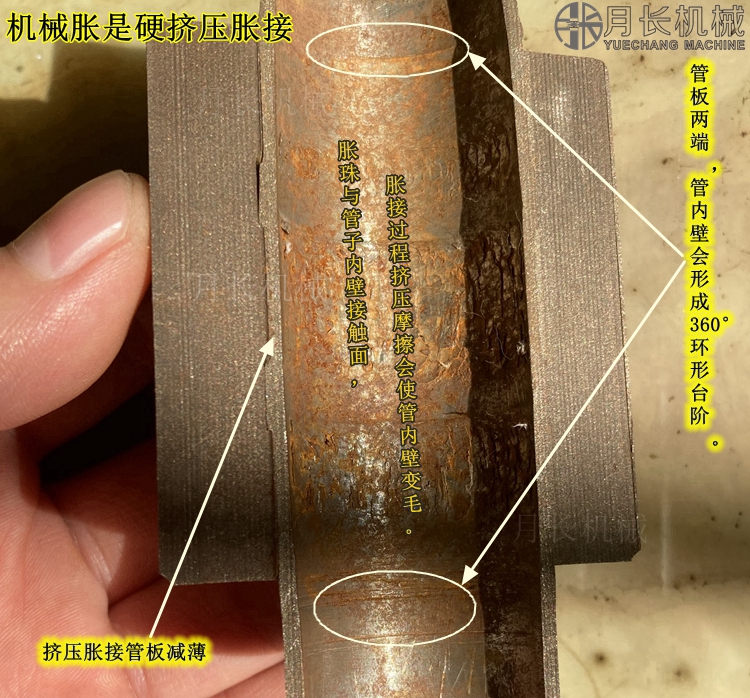
Һ��Û��ˇ�c���y�CеÛ��ˇЧ�����ȣ�
??? 1���CеÛ����Ӳ�D��Û�ӹ�ˇ����Û����ٝL����ʹ����׃�ζ����FÛ�ӣ�1.1�L����|��Û���^���Е������Ӄȱ���ɓp����1.2�L��ĩ�˛]��Û�ӵ��Ĺ��Ӄȱڕ��γ�һȦ�_�A��Һ��Û��ˇ�^����ȫ�����F��
??? 2���CеÛ��ˇ���ѹܱڜp����Һ��Û��ˇ��ȫ�����F��
??? 3���CеÛ��ˇ��Û���^���Е��o�܃������Ⱦ�F��Һ��Û��ˇ��ȫ�����F��
??? 4���CеÛ�����ֱ��^����(������������18kg����)��Һ��Û�����ֱ������H��0.8kg��
??? 5������Ч�ʣ��CеÛһ������8С�r�ΰ�����Û��260���ܿף�Һ��Ûһ�����ˆΰ�8С�r�p��Û��3000���ܿס�
??? 6��Һ��ÛЧ������Ч���ѡ�

��Ҏ�ܰ�͓Q����Û�Ӊ���ֵ��������
??? Û�Ӊ���ֵ�mȻ��ͨ�^��ՓӋ��@�ã������c�ܰ��Ӳ�ȡ��ܰ�ӹ��ֲڶȡ��ܰ���_�ی��ȡ��Q��ܵIJ��|���ܱں�ȡ��Ñ�Û�ӽ��^����Ó�����ܷ����ܵ�Ҫ����T���������P��������P�������s־�ϵ�Ӌ�㹫ʽ�ஔ���s���Ҳ��M��ͬ���y�Կ��٫@�ñ��^�ʴ_�Ĕ������@�o�Ñ�ʹ�Î����T��㡣
���˽o�����Ñ��ṩ���١����|�ķ��գ���˾�ڶ��ꌍ�`�Ļ��A�ϣ��Y�ϔ������Ñ��ṩ�ķ�����Ϣ�����Y����һ���������������Ñ����Ñ����Ժܿ��ҵ�����ʹ�õ�Û�Ӊ���ֵ��

עጣ�
1�� �Q�����ܰ���|��16Mn��15CrMo�Ʌ��Ո��У�
2�� ����Û��M���_��Ҫ�ی�8-10mm������|���ی��Ȳ�ͬ��Û�Ӊ����ɸ���ԇÛ��z�顰���ݡ��̶��M���{����
3�� �����Q���Ҏ���ڲ��|��ͬ����r�£�ͨ���ԧ���M���ȵı�ֵ��С�����ں�ϵ�����_��Û�Ӊ���ֵ�Ĵ�С���ں�ϵ��Խ��Û�Ӊ���Խ�ߣ���֮��Ȼ������Ҏ��Q��ܵ�Û�Ӊ���ֵ����ͨ�^����M���ȱ�ֵ��С�c�ϱ��������ֵ�M�����㡣
4�� ��ܰ�͓Q��ܵIJ��|�c������ͬ����������Û��Ҫ���h����Û�ӹ�ˇԇ��ԇ�Y����ʡ�
�����\��
??? Û�ܙC��ʹ���^���У�����F���ϣ����Ը���������ʾ�M�Йz�顣
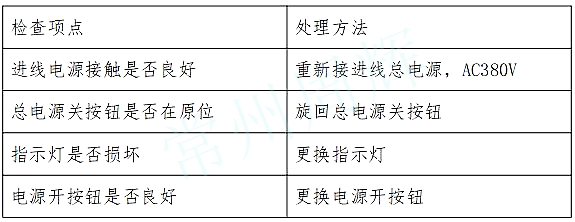
1�������Դָʾ������
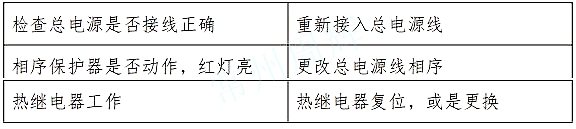
2���ͱ�늙C������
3������������
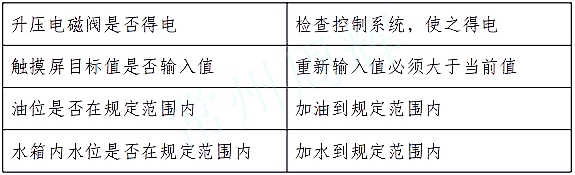
4�������r�|�������@ʾ��Һ���������@ʾ
?
Û�ܵļ��g�ʂ乤��
����Û���¹�ˇԇ�Û�ܣ������c�CеÛ�ܟo�����^�ă��c�����������g�ʂ乤��Ҫ��șCеÛ��Ҫ�Ը�һЩ����Ҫ�������c��
1�� �ܰ�״ֲ��٣��ܰ��@�Ĵֲڶ�Ҫ���_��6.3���������S��؞����֧���ۺ������۴��ڣ���t��Ӱ��ܷ�Ч����
2�� �ܰ��_�ۣ�����Û���ܰ���Բ��_�ۣ������ڏ���Û���tҪ���_���ۣ��ی���Ӌ�㹫ʽ�飨<30��W=1.6��1.8RT��W��ی���R��T�քe����ӵ�ƽ���돽�ͱں�ͨ����r�£��ی���8-9mm�������0.5-0.8mm�������H��������Ҏ����
3�� �ܿ�̎�������˴_��Û�U������M��܃ȣ�Ҫ�������ܿ�ë�̡��܃��Fм�Լ��������Ⱥ���Û�r�����s�
4�� Û�ӵ�ԭ���c�CеÛ�Ӳ�ͬ�������ƉĹܱڽY����Û��ǰ��Ĺܱں�Ȳ�׃����ˣ�Û���ʵęz�Ͳ����ÙCеÛ�ӕr�Ĺܱڜp������Ӌ�㣬��ͨ������Û��ǰ��Q��܃ȏ���׃������Û�ȡ���P����z�Û��Ч����Ӌ�㹫ʽ���£�
?????????????? P=��D��Dǰ���M2S��100%������D��Q��܃ȏ���S��ں�


 �ھ���ԃ
�ھ���ԃ 



 �ھ��ͷ���0571-87774297
�ھ��ͷ���0571-87774297


