| �gӭ~����䓹�190x2����һ�[��2023�Ѹ���(����/��ԃ) |
 |
�r��0 Ԫ(�����) | �a�أ�ɽ�|�ij��� |
| ������ӆ����1�� | �l؛�أ�ɽ�|�ij� | |
| �ϼܕr�g��2024-05-15 14:34:16 | �g�[����30 | |
ɽ�|���ܘI����˾
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I�ɷ�����˾ | |
| �����ИI�����ܹ� | ��Ҫ�͑������b�ИI���ϰ����ˣ���˾ | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:�S���� (����) | �֙C:13165408999 |
�Ԓ: |
����: |
| �]��:731508875@qq.com | ��ַ:ɽ�|ʡ�ij��ЅRͨ���������@�҃Ȏ�B�^20̖ |
|
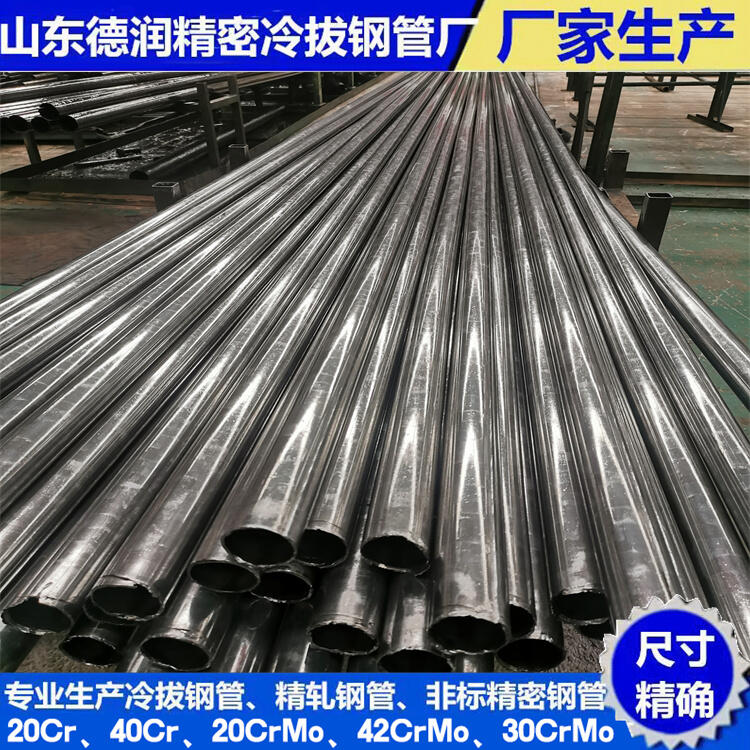
�gӭ~����䓹�190x2����һ�[��2023�Ѹ���(����/��ԃ) ɽ�|���ܘI����˾������ɽ�|ʡ�ij��У�����λ�Ã�Խ����ͨ���㡣���ꕳ�N����䓹ܡ�����䓹ܡ����P䓹ܡ����ܡ��˽�䓹ܡ�����䓹ܡ�����䓹ܡ����ܡ����ܹܡ�����䓹ܡ��o�p�ܡ����ιܡ��F�ιܡ����ιܡ����������s����Į��ιܲġ� ��Ҫ�aƷ�У���Οo�p䓹ܺͮ���䓹ܣ��ǘˮ���䓹ܵȰ� 45#��20Cr��40Cr��20Crmo��40Crmo���пp�͟o�p���ܣ����͑��˜����a���aƷ��Ҫ���ڸ��N�Y���������ߺ͙Cе�㲿����  1.����䓹ܙC���y�ף������Z�֔yʽ���y�����ߣ����y���ߴ��cУ���hҎ��֮��ͨ�^�ܗU�C���İٷֱ����Cеʽ��늌Wʽ�y�x��̎���@y�ع��ߵĜy��������һ���10~800���ף����Ѓȏ��y�x�Ĝy���ȿ��_��3~5�ס� 2.����бШԭ��y�ף��˷�Ҳ�dz����Z�֔yʽ���y�����ߣ��������ڜy��С�ăȏ��ٷֱ������Ԝy��ֱ��С��0.5���Ŀף����y�����s�y�^ʹ���A�F�w�ĂȗU�Ƅӕr���İٷֱ���y�x�ϱ�ɪ�̎�����`����c��λ���m���ڜy��ֱ����3�������ϵĿա����y���Ƅӕr���ɹ̶���ĸ����ʹ�ȗU��ǰ�Ƅӣ�ͨ�^�ȸ�픶˵Ď����������_�ĈA�F�wʹ3���y�^��ǰ�Ƅӣ�ͨ�^�y��픶˵Ď����������_�ĈA�F�wʹ3���y�^�����Ƅ��c���y���|���Ĺ̶��ܺ���Ͳ�ϵĿ̶��x�����y�����|���Ĺ̶��ܺ���Ͳ�ϵĿ̶��x�����y���ߴ磬����y����������צ�ȏ�ǧ�ֳ� 3.���Æ��ӡ���W��늄ӵ�ԭ���Ƴɵ���ʽ�����x�y���߾��ȿ�������ڽY��20��ĺ�ؗl�����M�С��V������ʽ���y���x�y�����ķ�����1-50mm���ʴ_���Ȟ��0.5��. �gӭ~����䓹�190x2����һ�[��2023�Ѹ���(����/��ԃ)����D��1mm�Ĺܺ��p������Ҫ���p�چ�Ӱ�գ����u�����džαں��p���|�����Օr���s��X��C�c�ܵ��ľ��x�����ࣩ���s�̽���ʹ�侀���^�Ϻ��p�IJ��P䓉|�壬�@�ӾͿ��Ա���Aб�Օr�ϡ��º��p�|���ͶӰ�������һ��o���������IJ���Ӱ푡�����D��1mm�Ĺܺ��p������Ҫ���p���pӰ�գ��ϡ��º��p��Ҫ�u������Ҫ���C�º��p��Ӱ���|������Ҫ���C�Ϻ��p��Ӱ���|����������X��C�c�ܵ��Ľ����Դ���ߵ�Ƭ�������ȡ�  ë���|�������⾫��䓹ܵĹ������������p����ˇ�����^�����Ĺ���������s�|�ɷ��^�١����҇��|�����־������ϣ�����늺��J��������p����ˇ������ЊA�s�����^�࣬�o��ӹ��������y����ʹ�ɲ��ʵ͡� ���⾫��䓹ܵ�ë�ܣ�ȫ�ǔD���C����������s�|�ɷ��^�١����҇�ֻ�в��־������ϣ�����늻��t��������p����ˇ������ЊA�s�����^�࣬�o��ӹ��������y����ʹ�ɲ��ʵ͡���λ����䓹ܵ�ë�ܣ�ȫ�ǔD���C�������D���^�̌����ٻ��w����������С���D���ܵijߴ羫�ȣ���������|������݁ʽ���יC�ṩ��ë���|���á����҇�������䓹ܵĔD���C�H��һ�_�����ҹ�ˇ���gͬ������^��߀��һЩ��ࡣ��ˣ��҇�䓹S����ͨ�x��݁ʽ���יCë�ܡ�݁ʽ���יC������ٻ��w�Ɖ������^��Ӱ푳�Ʒ�ܲ��|������ߡ� �ڇ��⣬�D���ܽ��^1~2����ӹ������龫��䓹ܵ�ë�ܣ��ṩ�o�S�ң��ӹ��ɸ��N�ߴ�ľ���䓹ܡ�ë�ܳ��Sǰ����Ҫ�������P�˜��M�б���z�͟o�p̽��������䓹S�ң���Ͷ��ǰ߀Ҫ�M�Џ����ϸ��ë�ܲſ����D�뾀�����NҎ��ij�Ʒ䓹ܡ����҇���ë�S�;��S��ͬһ�ҏS�ҡ���Ĭ�����D�뾫�ܾ��r��һ��ֻ�M�гߴ繫��ͱ���ȱ�ݙz�飬���M�Пo�p�z����ȱ�ݵ�ë���D�뾫��䓹ܣ������Ʒ�|���^� ��܈׃�ι�ˇ��䓹���܈�C�Ǿ���䓹� ���P�I�O�䡣�����b��ˮƽ��ֱ�ӛQ����Ʒ䓹ܵ��|��ˮƽ�� �gӭ~����䓹�190x2����һ�[��2023�Ѹ���(����/��ԃ)  |
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |

�C�֮�ҾW - �C��ИI�����W�j����ý�w
�P���҂� | ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ���T���� | ���M朽�Copyright 2011 jdzj.com All Rights Reserved���g֧�֣����ݞI�d�Ƽ�����˾
�N�۟ᾀ��0571-28292387  �ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�Wվ������ԃ��0571-28292385
Ͷ�V�ᾀ��400-6680-889(�֙C7)
�Wվ���I�S���C:��B2-20080178


