| �V�|�^�LͲ�僽���ɰ CBNɰ݆���� �S��ĥ������ɰ |
 |
�r��2000 Ԫ(�����) | �a�أ��V�| |
| ������ӆ����1Ƭ | �l؛�أ��|ݸ | |
| �ϼܕr�g��2020-11-18 10:55:29 | �g�[����15506 | |
�|ݸ�Ж|�ǖ|��ĥ�߽��I��
 |
||
| ���Iģʽ�����a�ӹ� | ��˾��ͣ�˽�I���Y��I | |
| �����ИI��ĥ�� | ��Ҫ�͑���ģ���B�����ИI���RƬ���a�S�����ӹ��S��ģ�ӹ��S | |
 �ھ���ԃ �ھ���ԃ  |
||
| ϵ��:����� (����) | �֙C:13332612953 |
�Ԓ: |
����: |
| �]��:dongjuyanmo@126.com | ��ַ:113.82684232244623,22.995426921082746 |
|
�V�|�^�LͲ�僽���ɰ CBNɰ݆���� �S��ĥ������ɰ ���͡�ƽ�С����ͻ��w�����ɰ
�P�ڿɷ�����
�S�����¹�ˇ���²��Ϻ����O�䲻���_�l���ƣ����ИI�_�������ľ��棬�����I����չ���@Ҳ���價�ˇ�Ą��¼�僌��|������˸��ߵ�Ҫ���ڌ��H�����a�У����ڹ������w���ϷN��࣬���Æ�һ����ǰ̎����ˇ�Еr�y�ԫ@�������僌��|����
�|��ĥ�ߵ��@���e�f�����������н��ٲ��϶��m����ĥ�ϣ�ÿ�N�����������|��ͬ�������dz���A̎�����w���棬���ϱ��팦ˎˮ�ķ���Ҳ������ͥ�����粻�P䓻��w���ϡ��X���X�Ͻ���w���ϡ��u�Ӳ�|�Ͻ���ϵȣ��@��ٲ����m���ɰ����鲻ͬ�Ļ��w���Ͼ߂䲻ͬ�Ļ��W���ԣ��磺�����䣬�������ɶ�ף��������ȣ����ȡ��ͬ����ǰ̎����ˇ�������Ͳ������Ԍ�僌��|����ɵ�Óɰ�������a�����l�����|���¹ʣ�����������������價�ˇ��������ɣ���������ڽ�����Ʒ���ǰ̎���������¡��ǰ̎����ˇ���|���c僺�僌ӵ�ƽ���̶ȡ��Y��������ĥ�����������������P����ˣ�������ͬ�Ļ��w���ϵIJ�ͬ���ԣ��ƶ���ͬ��ǰ̎����ˇ���̣��Ķ��@�þ߂�ƽ������ĥ���Y�������ȃ��c���������a���������ĥ��僌ӡ�
�|��ĥ�߹��̎��Č���������һ��䓲ĵĿ������Ⱦ��ɝM��ɰ݆���w�ď���Ҫ��һ���X�ĵĿ������ȱ����菊�ȵͳ����٣����]���T�X�ĽM�������Բ�̫�ã����ٻ��D�r������ɰ݆�ĄӲ�ƽ���ԣ�Ӱ�ĥ��Ч���������@Щ���ٲ��ϵ����|����ɰ݆�ď���Ҫ��ʹ���ٶȡ�80m/s�r��ɰ݆���w�������x������ܺõ�䓲Ğ��ˡ���ô��Щ��Ҫ���ˣ��������F�����w�僵Ľ���ɰ,��ήaƷ���в��ٲ���ĥ��ÓƤ���|��ĥ�ߵ꼼�g��𣬲���ĥ��ԭ���п�����僌�̫���� ����Ǿֲ�ÓƤ�f���ǻ��w�F��ǰ��̎��]�����ã����wÓƤ�t��Ҫ�z����Һ�Ć��}�ˡ��僽���ʯ�����������^���Р����������κ�һ�������M�еò���֣��������僌�Ó�䡣
��ͬ���ИI���僽���ʯ���ߵ�Ҫ�����������ͬ�ģ���Ч�ʸߡ������L��ĥ�����ȸߡ�Ҫ���C�@Щ���ԣ�僌ӽ��ٲ��HҪ���^�ߵ�Ӳ�ȡ���ĥ�ԣ�����Ҫ���ڻ��w��������Ҫ����ֲ�������僌�Ó��ʹ���߉����s�̡���ijЩ�����ИI������Բ����ИI�ď���ĥ�����M�������ǿ�����0.3mm���ң��մ��ИI�Ĵ��M�����ĸ�ĥ���ȣ���僌ӽ����c䓻��w�ĽY����Ҫ���Ȟ���̡����僽���ʯ���ߵ����a�^���У��֏S�Ҷ�ֻע���僌ӽ��ٵķN�Ӳ�ȡ���ĥ�ԣ���������ҕ僌ӽ����c���w�Y�����Ć��}���ڌ��Hʹ���^���У�僌�Ó��ĬF���Ҋ���r��
�C�ϣ�����x����m�Ļ��w�ɰ�Ȟ���Ҫ����Ҋ���僲���45#䓡�����䓵ȣ�����ӻ��w̫�أ����Բ�ȡ�X���Ƕ�F�h��̎������������ڌ��Hĥ�������д�ҿ����`���\�á�
�P��ĥ��
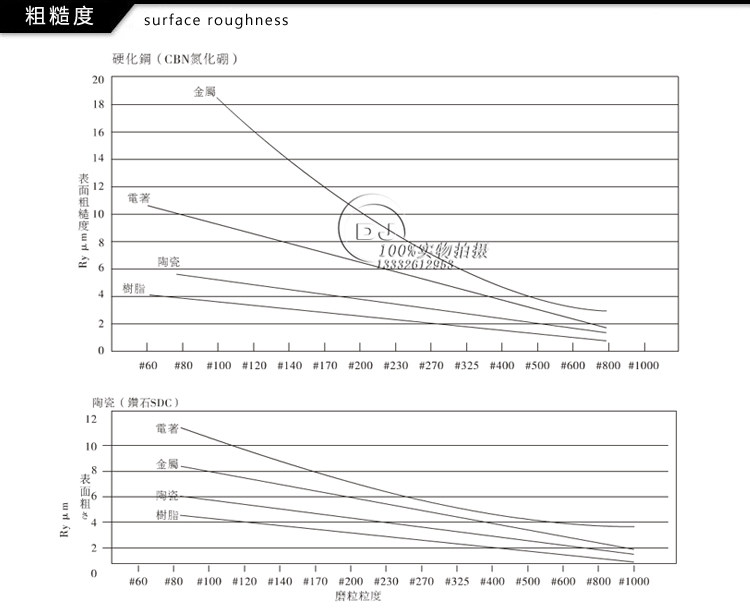
���õ�ĥ���н���ɰSDC�͵�����ɰCBN�ɷN������ɰ���w�ɫƫ�G��CBNɰ�t���y��ɫ������ �ҹ�˾��ĥ�Ϸ��������������40Ŀ���1000Ŀ��
�P���ɰ
���w��ɰһ���ЃɷN��������ɰ������ɰ��������ʹ�Ì���
��ɰ��һ��ֻ�����һ������ɰ�����ڶ���Ļ��w��Ҫ�ēQ��������ɰ����ɰ��ɰ�ӱ�����Һ��ͨ�Ժã�����ܶȿɱ���ɰ���Դ�ƽ�湤����ɰ���^���m��
��ɰ���܇�ɰ���^��늽�Һ�^�Բ����ܶ�С��ÿ����ɰ�r�g�^�L����һ�ο�����ɸ����������ɰ���m���ڈ@���κ��������s����Ĺ�����ɰ��
��ͬ���w��ɰ�r�gҲ��һ�ӣ��c���w�Π��С����ɰ��ʽ���P�� ��ɰ�ꮅжɰ����������Ӻ�僵�������ĸ�僌Ӱ���ĥ��1/2���Ϟ�ֹ���Еr��Ҫ�b����懣��������ۣ���ϴ��ж�A���M�����������������價���懣�僵�������ֹ���@�ӹ�����δ僽���ʯ�IJ�λҲһͬ���һ���ӹ���懣�������o�b���僌ӣ���Ҫע�����ʯĥ�ߵĸ߾��Ȱ��b�治��僽��ٌӱ�횇����o������價�����ˮϴ���Ϳ�Ϸ��P�ͳ�Ʒ���b��
������ʯ�������������ʯ��ĥ��F�r�װl��ճ���F����ĥ��Ч�ʲ����ĥ���ضȣ�����ʯ�ߜ������ֱ�CBN�һ��Ҫ����sҺ���أ���CBN�͜ؿ��_1000���ϣ�������sҺ����ĥ�����������ڼӹ����P䓡�懻��Ͻ�rͨ������CBNĥ݆����CBN�Ŀ������Ȳ�������ɽ���ʯ��CBNĥ݆��횸������D��ʹ����ĥ���ľ��ٶ���߲����@ʾ��ĥ��Ч�ʡ�
�P�ڽ���
1.��������:[����-܇-��̎��-��ĥ-ȥ��-늽�-�^��-�A�-�ɰ-���^-�ӡ-���b]�ȶ������,7��l؛. 2.���ϼӹ�:�͑��ṩ���w��Ҫ���^[ȥ��-늽�-�^��-�A�-�ɰ-���^-�ӡ-���b]�ȶ������,3-4��l؛. 3.���¼ӹ�:�͑��ṩ�f���w��ĥ����ɰ݆�����轛�^[��ɰ-ȥ��-늽�-�^��-�A�-�ɰ-���^-�ӡ-���b]�ȶ������,3-5��l؛.
�|�ޚgӭ�V���Ñ�ǰ��ԇ�ӣ�ȫ�����]��
|
| �������������չʾ����Ϣ�ɕ��T�����ṩ�����ݵ��挍�ԡ��ʴ_�ԺͺϷ����ɰl�����Tؓ؟���C�֮�Ҍ��˲��Г��κ�؟�Ρ� �������ѣ���Ҏ��ُ�I�L�U�����h����ُ�I���P�aƷǰ�ձش_�J�������Y�|���aƷ�|���� |

�C�֮�ҾW - �C��ИI�����W�j����ý�w
�P���҂� | ϵ�҂� | �V����� | ���ʽ | ʹ�Î��� | ���T���� | ���M朽�Copyright 2011 jdzj.com All Rights Reserved���g֧�֣����ݞI�d�Ƽ�����˾
�N�۟ᾀ��0571-28292387  �ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�ھ��ͷ���0571-87774297
չ������/�����B�ӣ�0571-87774298
�Wվ������ԃ��0571-28292385
Ͷ�V�ᾀ��400-6680-889(�֙C7)
�Wվ���I�S���C:��B2-20080178